
صنعت نساجی؛ مراحل تولید محصولات از ریسندگی تا تولید پارچه
ماشین آلات و مراحل ریسندگی، بافندگی، تکمیل و ...

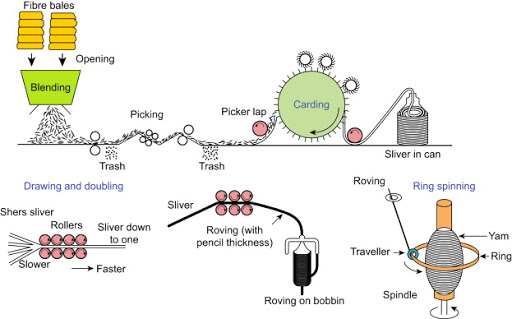
صنایع نساجی شامل همه مراحل تولید انواع الیاف، تبدیل الیاف به نخ، تبدیل نخ به انواع پارچه و همچنین شامل فرایندهای تکمیل بر روی پارچه و منسوجات مانند رنگرزی و چاپ است. صنعت نساجی تمام حوزههای مربوط به پوشاک و منسجات را شامل میشود و کسانی که میخواهند در این بخشها کار کنند باید به مراحل تولید و ماشین آلات نساجی آشنایی داشته باشند.
مراحل تولید منسوجات و محصولات در صنایع نساجی
سیستم ریسندگی فیلامنت
معمولاً، فیلامنت در سیستم ریسندگی ذوبریسی بهوسیلهی تبدیل پلیمرها به چیپس (Chips)، رنگرزی ذوب و الکترود نمودن در مرحلهی پلیمریزاسیون انجام میگیرد. امروزه، تحقیق و توسعهی صنعتی روش پلیمریزاسیون مداوم مستقیم را بهعنوان یک متد تکنولوژیکی برای کاهش مصرف انرژی عمومی شناخته است. در این روش پلیمر مذاب بهصورت مستقیم به ماشین ریسندگی تغذیه شده و از مرحله پلیمریزاسیون بدون تبدیل شدن به چیپس میگذرد. افزایش سرعت ریسندگی به تنهایی برای بهبود راندمان تولید خیلی ایدهآل است اگر بتوانیم افزایش سرعت رو به ازدیادی در مرحلهی ریسندگی الیاف کوتاه داشته باشیم.
فیلامنت پلیاستر عموماً توسط سرعتِ ریسندگی ۱۰۰۰ تا ۱۵۰۰ متر در دقیقه، برداشت یکباره و کشش چهارمرحلهای یا پنجمرحله بزرگتر تا رسیدن به تنش قابلقبول صورت میپذیرد. در ماشین برداشت در سرعت ۳۰۰۰ تا ۴۰۰۰ متر در دقیقه، سرعت ریسندگی افزایش یافته، مولکولها بهصورت نسبی آرایش یافته و نخِ نسبتاً یکنواختی تولید که بهنام Poy شناخته میشود. در مرحلهی تاب مجازی، کشش مورد نیاز راتأمین مینماید. بهعلاوه ماشینهای برداشت در سالهای اخیر تا سرعت ۶۰۰۰ متر در دقیقه افزایش یافتهاند و بههمین دلیل آرایش یافتگی مولکولی در این سرعت بسیار بهتر صورت پذیرفته و نخِ تولیدی به آرامی کشش یافته و برای انتقال به مراحلِ بعدی ریسندگی آماده میگردد.
این آرایشیافتگی بالا یا Hoy حد آمادگی برای کشیدگی در قیاس با کشش مورد قبول نخ است. در نتیجه راههای مختلفی برای روش Hoy برای تولید نخ کششیافته در قسمت کشش بهوسیلهی حرارت یا سرد نمودن و … وجود دارد. هر دو عامل سرعت بالایِ ماشینِ برداشت، اتوماسیون و بزرگ شدن بستههای تولیدی در پیشرفت بیشتر برای کاهش ضایعات، افزایش راندمانِ تولید بههمراه عملیات ریسندگی با سرعتِ بالا و تعویض اتوماتیک در ماشینِ برداشت، از جمله مواردی است که مخصوصاً در آمادهسازی برای کار بدون حضور اپراتور در کارخانجاتِ نساجی انجام شده است. برداشت فیلامنتهای چندلا در یک پوزیشن، بین ریسندگی و مرحلهی برداشت برای تولید بیشتر نخهای فیلامنتی در یک فضای باریک با مصرف کمِ انرژی مؤثر بوده و بهمنظور افزایش تولید، مناسب است. مطابقِ روال، یک یا دو اسپیندل ریسندگی غالباً مشترک بوده اما در فیلامنتهای ظریف برای چهار تا هشت اسپیندل، برداشت با همان شرایطِ قبلی است.

درحال حاضر با پیشرفت تکنولوژی در قسمت Poy سرعت تابندگی برای کشش و تاب افزایش یافته و ماشینها معمولاً در زمان تولید پلیاستر با ۸۰۰ متر در دقیقه و در زمان تولید نایلون با ۱۰۰۰ متر در دقیقه کار مینمایند. اگر قسمت به قسمت در نظر بگیریم واحد حساسِ تابِ مجازی در طی مطالعات تحقیقاتی انجام گرفته جهت عملکرد بالا با دیسکهای اصطکاکی و سیستم تسمههای فشرده به صورت صنعتی مجهز شدهاند. در ماشینهای تکسچرایزینگ تغییرات قابلتوجهی صورت گرفته است. این تغییرات تجهیزاتی شامل استفاده از هوا برای عمل تکسچرایزینگ و در نتیجه انواع مختلف نخهای مشابه نخهای ریسندگی از فیلامنتها تولید میگردد.
مراحل تولید الیاف استیپل (کوتاه، بریده شده)
در مرحلهی ریسندگی، روش پلیمریزاسیون مداوم مستقیم، به یک روش اصلی تبدیل گردیده است. این روش تولیدِ نخ توسط تغذیهی پلیمرِ مذاب مستقیماً از مرحلهی پلیمریزاسیون به ماشین ریسندگی صورت میگیرد. بههرحال در تولید الیاف چندجزئی در مقیاسِ کوچک چندجزئی، مرحلهی تبدیل بهبود یافته است. آنچه مرسوم است پلیمر بهصورت چیپس (Chips) در مرحله پلیمریزاسیون و پس از خشک نمودن چیپس، آنرا ذوب نموده و با عملِ الکترود نمودن به فیلامنت تبدیل میشود. در این مرحله افزایشِ سرعتِ ریسندگی، به بهبود و افزایشِ راندمان کمک مینماید، چراکه اسپینرت دارای تعداد زیادی سوراخ با ظرفیتِ بالاو گسترده هستند.

اسپینرت تقریباً ۲۰۰۰ سوراخ و در قیاس با تغییرات مورد تولید که افزایش در حدود ۱۰۰۰ سوراخ در هر بار است. بعضی از اسپینرتها جهت کاهش هزینهی مطمئن بین ۳۰۰۰ تا ۴۰۰۰ سوراخ دارند. امروزه با افزایش ظرفیت ریسندگی، کنهایی با ظرفیت نگهداریِ ۱۰۰ تا ۳۰۰ کیلو و رنجِ ۱۰۰۰ تا ۳۰۰۰ کیلو جهتِ نگهداری فیلامنتهای ریسیده شده ساخته شده است. همزمان نقل و انتقال کنهای بزرگ مشکل بوده و بههمین دلیل از لیفتراکهای برقی یا تسمه نقاله استفاده میشود. در این ارتباط از خطوط ترانسپورت تسمهنقالهای فول اتوماتیک به جهت کاهش نیروی انسانی و اطمینان از هزینهی تولید با مرتبط نمودن خطِ تولید با قسمت تغذیهکنها استفاده میشود.
رشد روزافزون تکنولوژی در مراحل کشش کمک شایانی برای تولید با ظرفیت بسیار بالا با سرعتهای زیاد نموده است. افزایش ظرفیت در رنجهای ۲۰۰۰ تن و ۳۰۰۰ تن در روز از ظرفیتهای قبلی ۵۰۰ تن و ۱۰۰۰ تن در روز و سرعت افزایش سرعت در قسمت کشش ۲۰۰ تا ۳۰۰ متر در دقیقه در بر داشته است. درحالیکه در گذشته نهایت سرعتها بین ۱۰۰ تا ۱۵۰ متر در دقیقه بوده است. بهطوریکه مدلِ جدید ماشینهای خیلی بزرگ با ظرفیت ۵۰۰۰ تن در در روز با سرعتِ ۳۰۰ متر در دقیقه ساخته شده است.
بهمنظورکاهشِ قیمت، ظرفیت بالا و سرعت بالا بههمراه کنترل دقیقِ مراحل، تعداد قابل توجهی تحقیقات انجام گرفته که هم در کاهش قیمتِ تمامشده و هم در افزایش ظرفیت بسیار مؤثر بوده است. این سیستم بهنام Spin-Draw و سیستم عملیاتی مستقیم معروف شده است. اما کلید موفقیت سیستم در این حقیقت که افزایش سرعت برای هر قسمت و درنتیجه توسعه عملکرد تولیدات با این روش، نهفته است. موفقیت باارزش دیگر در طراحی اجزاء حساس و مهم قسمت کریمپر و افزایش سرعت ادوات کاربردی برای مشابهسازی فروموج طبیعیِ نخهای ترکیبی غیرفلزی است.
ماشین های ریسندگی
توسعه و رشد تکنیکی و اتوماسیون در ژاپن در همین سالهای نزدیک شروع شده است. امروزه بیش از ۳۵۰،۰۰۰ اسپیندل بهصورت مداوم و اتوماسیون در مرحلهی مخلوط نمودن، حلاجی و کاردینگ تا مرحلهی کشش که براساس آخرین تغییرات و بهروز شدن، در ژاپن کار میکند. سیستم شوتفید براساس نیاز ۳۵۰،۰۰۰ اسپیندل برای مراحل مداوم مخلوط نمودن، حلاجی تا کاردینگ که کاملاً مؤثر بوده و در جهت اتوماسیون و کاهش هزینهها نقش دارد طراحی شده است.

بههرحال این سیستم در انواع مختلف مناسب برای کنترل میزان تغذیه و قابل تنظیم برای هر میزان تغییر در تغذیهی مواد ساخته شده است. در نتیجه برای پارتهای مختلف تولید، داف اتوماتیک و ادوات و تجهیزات نقل و انتقال در سیستم بالشچه آماده و اجرائی شده است. بالشچه و فتیله در خیلی از مواقع خارج از محل اصلی و در انواع مختلف بهصورت اتوماتیک تغذیه شده و رشد تکنیکی زیادی را برای مراحل اتوماسیون میطلبد. در بخش کاردینگ، افزایش سرعتها، تولید به ۱۰۰ کیلوگرم در ساعت با تغییرات مطمئن در اصول کاردینگ و بهبود عملکرد در قسمتهای بازکنندهی الیاف، رسانده است.
البته غلتکهای داخلی وجود سیستم جفت کویلر و اتوماسیون عملکردهای جنبی مثل: سیستم جمعآوری ضایعات و گردوغباردر این افزایش تولید مؤثر بوده است. افزایش سرعت و یکنواختی تولید در ریسندگی در بخش شانه، سیلندر سوزنها، با بهبود صفحات خاردار با سیلندر خارهای سیمی و یا هر دو صفحات استیل سوزنی، امکانپذیر گشته است. در حال حاضر عملکرد شانه تقریباً به ۲۴۰ تا ۲۵۰ نیپ در دقیقه رسیده است. بالشچه به صورت اتومات تغذیه و عملکرد اتوماتیک دافر نیز به این افزایش سر عت کمک نموده است. در قسمت کشش، سرعت تولید با بهبود مکانیزم کشش به ۵۰۰ متر در دقیقه رسیده است. در مرحلهی نیمچه نخ، پیشرفت بزرگی با ساخت ماشینهای سرعت بالا و بستههای تولیدی حجیم و توان تولیدی ۱۲۰۰ تا ۱۴۰۰ دور در دقیقه برای فلایر و برداشت ۱۴ تا ۱۶ اینچ، صورت پذیرفته است. حاصل همهی این موارد، سهولت سیستم داف که قادر است بدون برداشتن فلایر کار نماید، اتوماتیک بودن دافر، کمک شایانی به بهبود عملکرد ماشین نیم-تاب یا فلایر نموده است.

در مرحلهی ریسندگی، عملکرد کاملاً یکنواخت بهوسیلهی غلتکهای دقیق و دقت عمل اسپیندل، کار ریسندگی را به بهترین شکل ممکن میسازد. در ژاپن تقریباً نیمی از دوکهای ریسندگی مجهز به داف اتوماتیک برای کاهش هزینهها گردیده است. اتوماسیون مقدمات تولید و بعد از تولید فتیله، نیمچه نخ و نخ و … در شرایط تولید و جابهجایی مواد اولیه اهمیت زیادی برای ماشینهای ریسندگی دارد. دافر اتوماتیک و گرهزن اتوماتیک نخ در ماشینهای ریسندگی مثال خوبی برای استفادهی درست از تکنولوژی است.
بیشتر بخوانید: بزرگترین کارخانه ریسندگی جهان کجاست؟
موارد مطرحشده در تعدادی از ماشینهای ریسندگی در ژاپن است که یک سری از گرهزن نخ در مراحل پیوستهی کار و موارد غیر پیوسته در قفسههای ریسندگی، برداشت نخِ نیمتاب تا مرحلهی پیچش نخ ریسیده شده روی بوبین بهصورت اتوماتیک شده است که اتوماسیون گرهزنِ نخ با یکدیگر یعنی اتوماسیون دافر هماهنگ گردیده است. در ماشینهای سیستم ریسندگی اُپن-اند از نوع روتور سرعتها تا ۸۰۰۰۰ دور در دقیقه افزایشیافته است.

این ماشینها برای داف اتوماتیک آسان و تولید بستههای حجیم نخِ تولیدی طراحیشده است. گستردگی قابلتوجه در کاهش هزینه مخصوصاً در مرحلهی ریسندگیِ نخهای مغزی ایجادشده است. در ژاپن ۲۵۰۰۰۰ چشمهی ریسندگی اُپن-اند در حال فعالیت بوده و تغذیهی اتوماتیک باسرعت بالا با درام تمیزکنندهی داخلی و غیره. با گسترش و بهبود عملکرد ماشینها درمجموع به جهت گسترش نخهای قابل ریسیدن و بهبود کیفیت نخ، از نکات مثبت این پیشرفت است. در ماشینهای ریسندگی اُپن-اند برای الیاف بلند نیز پیشرفت قابلملاحظهای وجود دارد. معمولاً سیستم ریسندگی اُپن-اند با سیستم روتور شناخته میشود، اما مدلهای دیگر سیستم ریسندگی اُپن-اند مثل ایروُرتکس که بنام ماشینهای سیستم ریسندگی پیچشی شناخته میشود نیز تولید میگردد. این ماشینها هم عملاً در حال کار هستند و هم نمرات ظریف با سرعتِ ۱۴۰ تا ۲۰۰ متر در دقیقه تولید میکنند. بهصورتیکه رسیدن به یک تحول بزرگ و کامل را در ماشینهای ریسندگی امکانپذیر ساختهاند.
سیستم ریسندگی فاستونی
اسم دیگر آن سیستم ریسندگی الیاف بلند است. سیستمهای شستشوی پیشرفته همچون سیستمهای شستشوی قلیائی، سیستم جت و برای شستشوی پشم وجود دارد. اما این سیستمها غالباً برای جداسازی شن و سنگهای ریز موجود در پشم کاربردی ندارند. اصولاً برای شستشوی پشم از ماشینهای شستشویی استفاده میشود که مخازن شستشوی آن عمق زیادی داشته باشد.
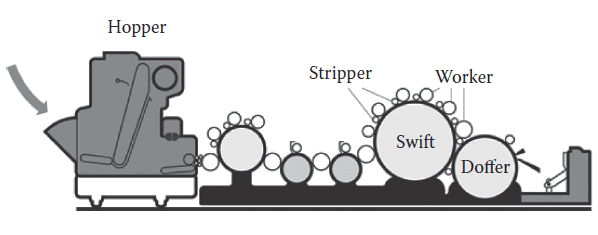
جهتِ تولید محصولات نساجی با مواد اولیهی مختلف، انواع ماشینها با راندمانِ بالا همچون بازکنندهی الیاف تغذیهکننده با مقدار دقیق تغذیه، میکسر مناسب و با راندمان و کیفیت خوب ، تغذیهکننده پشم اتوماتیک و … مراحل تولید مداوم مطابق با استانداردها و شرایط مطلوبِ تولید، با ترکیبِ نسبتاً خوب این ماشینها امکانپذیر است. انواع کاردینگهای غلتکی سیلندری متناسب با انواع مواد ریسندگی، مطابق با نیاز کیفی و میزان ریسندگی موردنیاز، توسط سیلندر کاردینگ با عرضِ ۱۵۵۰ تا ۳۰۰۰ میلیمتری ساخته شدهاند.

بهبود کیفیت سرعتبالا و تولید بالا بهوسیلهی اختراع نوارهای متالیک، افزایش کیفیت مواد و مراحل تولید دقیق با جفت دافرها بهدستآمده است. تولید بالا با اطمینان از عملکرد شانه که کیفیت و توان تولیدی فتیله با ۱۶۰ نیپ در دقیقه را دارد حاصل میگردد. در حال حاضر سرعت ۱۸۵ نیپ در دقیقه برای ماکزیمم نرخِ تغذیهی ۴۵۰ گرم در متر در نظر گرفته شده است. در سالهای اخیر سیستم تغذیهی مواد برای شانه بر اساس تغذیهی بالشچه که رشد و توسعهی این ماشینها موجب تولید بستههای بزرگ بالشچه که به-منظور کاهش هزینه درکل، طراحی شدهاند، امکانِ پیچش بستههای تا ۱۷۰ کیلوگرمی را داده است. مدلِ عمومی این ماشین، ماشین گیل، مخلوطکن و مرحلهی کشش با گیلِ میانی که موتور آن مجهز به اسکرواست. این ماشین با سرعتِ مطمئن ۲۲۰۰ دراپ در دقیقه کار میکند.
سیستم ریسندگی پنبه و مخلوط الیاف طول کوتاه بشر ساخته
انواعِ دیگر ماشینهای با موتور الکتریکی بدون اسکرو که قابلیت تولید با سرعت بالای ۴۰۰ متر در دقیقه را داشته که سرعت شانهزنی آنها تا ۷۰۰۰ دراپ در دقیقه میرسد نیز طراحی شده است. تعدادی از این ماشینها به روتاری گیل باکس یا واحد کشش غلطکی مجهز که این نوع ماشینها مناسب هر نوع تولید با کاربردهای مصرف مختلف میباشند.

با توجه به تجهیز ماشینهای جدید به تجهیزات الکترونیکی همچون برد کنترلهای قابلبرنامهریزی، اینورتورهای ترانزیستوری، میکرو کامپیوترهایی برای کنترل اتوماتیک کلیهی مراحل تولید، افزایش تولید و بهبود تنوع تولید و تولید پارتیهای کوچک را امکانپذیر نموده است. مرحلهی نیمچه نخ به ماشینهای فینیشر (Finisher) مالشی یا کشنده مستقل با کیفیت بالا، تولید بستههای بزرگ، سهولت عملکرد از ویژگی-های ماشینهای جدید است. یکی از ماشینهای فینیشر مالشی مدرن با قابلیت مطلوب که مجهز به دافر اتوماتیک است توانایی کار با سرعت ریسندگیِ m/min 200 را دارد. با توجه به اینکه بوبین پیچیده شده بهصورت کامل بین ۴ تا ۶ کیلوگرمی را تولید مینماید.
در ماشینهای نیمچه نخ نیز پیشرفت بهصورتی بوده است که بوبین کامل پیچیده شده در قطر ۱۷۵ میلیمتر و کورس لیفتینگ تا ۴۰۰ میلیمتر، گردش فلایر با ۱۶۰۰ r.p.m با سرعت ریسندگی ۱۰۰ متر در دقیقه امکانپذیر گردیده است. درایو تقویتشده بالایی فلایر عموما جهت داف راحت و مناسب طراحیشده و تعدادی ماشین نیز بهصورت داف نیمه اتوماتیک ساخته شدهاند. اگرچه درحال حاضر، تحقیق و توسعه به دنبال راهی است که عمل داف کاملاً بهصورت اتوماتیک صورت پذیرد.
مراحل ریسندگی
اخیراً، ماشینهای ریسندگی رینگ سیستم فاستونیِ پیشرفته برای تولید و عملکرد بسیار عالی در قسمت Pendulum Arm با تطبیق مکانیزم عملکرد با سیستم تولید، با توجه به ساخت سرعتِ متغیر اتوماتیک اسپیندلها و کنترل در قسمت اندازهگیری کاهش انرژی، سهولت در عملکرد، تعمیر و نگهداری و تنظیمات، امکانات بالقوهای را در این سیستمها ایجاد نموده است. در ساختار داخلی این نوع ماشینها که بنام واگن تایپ (Wagon Type) داف اتوماتیک شناخته میشوند. بهمنظور کاهش هزینهی کل و بهبود وضعیتِ کار، توزیع وضعیت ایرادات در حین داف و رفع مشکلات پیشآمده در حین کارِ این سیستم در نظر گرفتهشده است. برای ریسندگی نخهای ضخیم مناسب سیستم نخ فرش، ماشینهای ریسندگی با سرعت بالا، با کشش بالا و تولید بستههای بزرگ با طراحی اسپیندلهای مخصوص، ساخته و تولید شدهاند.

مرحله توبه فتیله (توبه تاپس)
امروزه در ماشینهای رینگ سیستم فاستونی مدرن با عملکرد عالی در قسمتهای Pendulum Arm، مکانیزم و تنظیمات اتوماتیک شده و از پیشرفت خوبی برخوردار است. ساختار ماشینها در قسمت داف اتوماتیک جهت کاهش عملیات و تعمیر و نگهداری و تنظیمات اتوماتیک از پیشرفت خوبی برخوردار است. ساختار ماشینها در قسمت داف اتوماتیک جهت کاهش عملیات و بهبود کار و توزیع بهتر و رفع مشکلات و دردسرهای داف در کل سیستم ریسندگی به بهترین شکل ممکن، طراحی و ساخته شده است. بهمنظور تولید نخهای ضخیم مورداستفاده در صنعت فرش یا نخهای فرش، ماشین رینگ با سرعت بالا با کشش زیاد و بستههای تولیدی نخ بزرگ از اسپیندلهای نوک تاجدار و محدب استفاده شده است.
در ماشین Stretch-Breaking جهت افزایش تولید در مرحلهی تغذیه Tow تا ۲۰۰۰۰۰۰D ، با یک رنج کاربردی نه فقط برای نخهای پفکی اکریلیک، بلکه الیاف پلیاستر با زیردست مشخص و از قبل در نظر گرفته شده و ریسندگی نخهای با دنیر خیلی ظریف، طراحی و ساخته شده است. در مدلهای جدید ماشین تبدیل Tow نیز پیشرفتهای قابلملاحضهای صورت پذیرفته بهصورتیکه مشکلاتی چون نقاط ضعیف به وجود آمده، درحین مرحلهی تبدیل رفع شده است. در این ماشین سیستم قیچی نمودن حذف و عمل کات نمودن بهوسیلهی یک کاتر مارپیچ صورت گرفته و پروسهی کشش تا ۴۰۰۰۰۰۰D انجام میگیرد. در ماشین تبدیل تو(TOW) به فیتیله یا تاپس نیاز است که مراحل خیلی کوتاه بوده و سیستم کاردما را از تولید با کیفیت بالا مطمئن نموده و توزیع گسترده و کاهش قیمت و انرژی نیز در این قسمت از اهمیت بالایی برخوردار است.

در تکنولوژیهای امروزه تابندگی شرایطی ایجاد مینماید که اتوماسیون و تکنولوژی اتوماسیونها را به جهت افزایش اتوماسیون انواع ماشینهای دیگر تابندگی و برگردان و افزایش سرعت تابندگی اتوماتیک تا ۱۲۰۰ و ۲۵۰۰ متر در دقیقه رهنمون میسازد. البته حفظ چنین سرعتی با راندمان بالا و تحول در ماشینهای گرهزنِ بدونگره را موجب شده است، همچنین سبب طراحی سیستمهای ریسندگی پیوسته و مرحلهی تابندگی بهوسیلهی شانهزنی و داف اتوماتیک ماسوره را موجب شده است. اگرچه سیستمهای ریسندگی (Open-End )رویای رسیدن به نهایت سرعت را در ژاپن تا مرز r.p.m 250000 رساندهاند و گسترش رنج قابلرسیدن، بهبود کیفیت نخ بههمراه بهبود در اتوماسیون سرعت بالا و ادواتی مثل پاککنندههای نخ و پاککنندههای داخل درام نیز از جمله تغییرات اساسی در این خطوط است. از طرف دیگر تحولات زیادی در انواع ادوات و تجهیزات در قسمتهای متعلقات برای اتوماسیون و پیوستگی صورت پذیرفته است.
ماشینهای تابندگی، دولاتابی
دستگاههای تابندگی بهطورکلی به دو دستهی تابندگی نخهای فیلامنت فلت و تابندگی نخهای ریسیده شده تقسیم میشوند. برای تابیدن نخهای فیلامنتی-ماشینهای برگردان و دوباره پیچ براساس یک روال کلی مورد استفاده قرار میگیرد. اما اخیراً توفوروان تویستر برای غالب نخها استفاده میشود. پارچههای تولید شده با نخهای فیلامنت در ژاپن، در دنیرهای خیلی ظریف همچون پارچههای لباس زنانه باکیفیت بسیار بهتر از ابریشم بهصورت تولیدات جاری و عادی در آمده است. اصول اساسی تکنولوژی تولید به منظور تقویت و افزایش کیفیت پارچه همان تکنولوژی تولید نخهای با دینر پایین و توان توفوروان تویسترها در این بخش است.

امروزه تعداد دو میلیون توفوروان تویستر جهت تولید پارچههای با نخهای فیلامنتی با تاب خیلی بالا حدود ۱۰۰۰ تا ۳۰۰۰ تاب در متر با کیفیت بسیار بالا در حال کار هستند. بهعبارت دیگر دستگاههای رینگ تابندگی و توفوروان تویستر برای سیستمهای نخهای ریسیدهشده به کار گرفته میشوند. اگرچه با پیشرفت تکنولوژیکی T.F.O مقتدرانه بهجای دستگاههای رینگ تابندگی بهکار میروند. در حال حاضر چیزی در حدود ۱۵۰۰۰۰ اسپیندل T.F.O جهت تولید نخهای ورستد، نخهای پنبهای، نخهای اکریلیک و نخهای دوخت مورد استفاده قرار میگیرد.
ماشین های مقدمات بافندگی و مقدمات
روند تغییرات ماشینهای بافندگی براساس تقاضاهای بلندمدت بازار از سال ۱۹۸۰ شروع و براین اساس و بر این یک تغییر اساسی و بزرگ از ماشینهای ماکوئی به ماشینهای بافندگی بدون ماکو، جهش یافت. این تغییرات در ماشینهای بیماکو صورت گرفت:
- اقدام به کنترل سر و صدا
- بهبود شرایط محیطی کار
- تضمین سودآوری با بهبود عملکرد اپراتوری
- گسترش و توسعه در تغییرات قطعات و ادوات متحرک عملیاتی ماشینهای بیماکو
در نتیجهی تغییر ماشین بافندگی ریپری یا ماشین بافندگیگریپری، شروع پیشرفت در حوزهی بافندگی ماشینهای بیماکو بود. البته اولویت اول در این بخش، افزایش سرعت، کاهش انرژی، تضمین کاهش سر و صدا و در ادامهی این روند ماشینهای جدید برای افزایش تولید توسعه یافتند. بهعبارت دیگر ماشینهای واترجت صنعتی از سال ۱۹۶۰ موقعیت خوبی برای تولید انبوه ماشینآلات بهمنظور تولید پارچههایی با نخهای فیلامنت پیدا کردند، اگرچه بعد از معرفی و تبلیغ قابلیتهای این ماشینآلات و ارزیابی انجامگرفته مناسب بودن آنها برای تولید بالا و کمی سروصدا مورد توجه قرار گرفت.
آنچه در سال ۱۹۸۰ برای رشد و توسعه در اولویت قرار گرفت البته جهت تضمین عملکرد (بهترتیب):
- کاهش مصرف انرژی،
- گسترش تنوع هر نوع منسوج قابل بافت اتوماسیون،
- کاهش نیاز به کارگر و غیره مورد نظر بود.
تولید بالا بهدنبال نهایت تلاش در تولیدنخی که بتواند در سرعتهای بالا کار نماید مورد هدف قرار گرفت. همزمان با پیشرفت در ماشینهای واترجت ماشینهای ایرجت توسعه و تکمیل پیشرفتهای قبلی برای بافندگی با نخهای ریسیده شده و صنعتی در سال ۱۹۷۰، ماشینهای ایرجت در سال ۱۹۸۰ برای رنج وسیعی از انواع بافت پارچه حتی بافت با نخهای آبدوست بهصورت مخلوط، آماده شد. ماشینهای ایرجت بهطوری مورد قبول صنعت قرار گرفت که تولید این ماشینها بهصورت انبوه شروع و برای بافنگی پارچههای با کیفیت بالا در نظرگرفته شد.

تغییرات و تحولات تکنیکی برای تضمین افزایش ارزش افزوده، قابلیت تنوع و تولیدات با حجم کم بافندگی را به رنج وسیعی از انواع بافت هدایت نمود. طبیعتاً مراحل مقدمات بافندگی با توجه به افزایش سرعت ماشینهای بافندگی به سمتی هدایت شد که با این پیشرفت تطبیق داده شود. مخصوصاً در بخش آهارزنی که کیفیت آهار نقش بسزایی در راندمان بافندگی دارد. مصرف بالای انرژی در ماشینهای آهارزنی بسیار مهم است .
برای کاهش مصرف انرژی، این ماشینها به ادوات و تجهیزاتی مجهز شدهاند که در محلهای خروج انرژی پوششهای نصب شده است که انرژیهای خروجی را مجدداً مصرف نمایند، در ماشینهای جدید آهارزنی برای حفظ انرژی، انرژی را در پوشش خاصی روی ماشینها حفظ و نگهداری نموده تا مجدداً مورد مصرف قرار گیرد. همچنین پیشرفتهای تکنیکی در مرحلهی چلهکشی و انواع ادوات و تجهیزات اتوماتیک موجب کاهش هزینه سرمایهگذاری شده است. در تطابق با نیاز و تنوعطلبی و بهبود کیفیت در پارچههای بافندگی، لوازم و تجهیزات ماشین بافندگی مثل دابی و ژاگارد سبب رشد و توسعه و روند اتوماسیون و کامپیوتراز نمودن سایر قسمتها شده است.
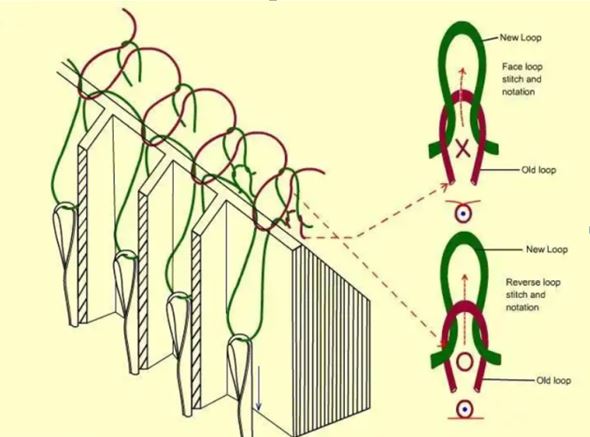
ماشین های بافت حلقوی
تحولات و تغییرات تکنیکی در ماشینهای حلقوی در راستای: سرعت بالا، گیج ظریف و ابعاد بزرگ ایجاد ارزش افزودهی بالا، تغییر و تحول در ادوات و تجهیزات طراحی و نقشه بافت. این موضوعات به پشتوانهی شرایط محیطی و نیاز زمانه مقدمتاً با استفاده از کامپیوتر، توسعه لوازم جنبی همچون تغذیه با فیدر مثبت نخ، برطرفکنندهی پرز و غیره. ایجادشده توسط ویژگیهایی همچون تولید ساقه یا دهنهی جوراب و بافت با حلقههای باز براساس طرحهای در نظر گرفتهشده و کشبافهای مطابق با مد روز، بافتهایی که فرمان بافت آنها را ژاگارد داده است و غیره دارد.
این ماشین بهصورت کاملاً اتوماتیک و در انواع مختلف ساخته میشودو امروزه بهصورت قابلتوجهی در انواع مختلف که بهوسیله کامپیوتر کنترل و کاملاً رقابتی با سایر ماشینها عرضه میگردد. همچنین تنوع بافت در انواع کشباف برای مدل CUT-and-Sew به صورتی است که تقاضای زیادی برای بافتهای تک (به صورت پیشتنه که قبلاً بهصورت دستی بافته میشد) وجود دارد.
ماشینهای حلقوی پودیگرد باف شامل ماشین ژرسه ماشینهای بافت لباس شنا و ماشینهای بافت لباس زیر و بهطور معمول این ماشینها مسیر پیشرفت برای تولید در سرعت بالا، قطر بافت بیشتر از حد معمول، تغذیهی چند نوع نخ برای بافت، گیج ظریف و غیره را طی میکند. انواع ماشینهای حلقوی گردباف، ماشینهای ژرسه، در دو نوع تک سیلندر و دو سیلندر تولید میشوند. ماشینهای تک سیلندر برای بافت لباسهای رو مورد استفاده قرار میگیرند. گیج این ماشینها بین ۵/۵ تا ۴۲ در انواع قطر سیلندر بافت و تغذیهی نخ و برهمین اساس در ۶۰ نوع مدل تولید میشود. این ماشینها مجهز به کنترلر کامپیوتری و تطبیق داده شده با شرایط محیطی براساس تقاضای مشتری، کاهش هزینه کارگاه و کاهش هزینهی تولید و افزایش تولید و افزایش ارزش افزوده با کاهش قیمت طراحی و زمان و جهتگیری صحیح بهسوی مد در حجم تولید کم و حتی نمونه بافی در همان لحظه سفارش که قابل تحویل به مشتری است را داراست.
انواع پیشرفتهی این ماشینها امکان بافت بهصورت چرخ طرح که یک سری طرح مشخص روی این چرخ طرح ثبت شده و ماشینهای گردباف بهخوبی ماشینهای تخت آنها را میبافند عرضه شده است.
بیشتر بخوانید: ماشین های بافندگی حلقوی پودی
ماشین های جوراب بافی
ساخت و تولید ماشینهای جوراببافی که جورابهای بدون درز تولید میکنند بهمنظور کاهش هزینهی سرمایهگذاری در کارگاه و سرعت عملکرد (مخصوصاً افزایش سرعت چشمگیر) رو به گسترش است. این ماشینها با تغذیهی ۴ نخ در سرعت ۱۰۰۰ دور در دقیقه ساخته میشوند. در ماشینهای جوراببافی جوراب بچگانه، جوراب زنانه و مردانه، ادوات طراحی بهوسیلهی کامپیوتر کنترل شده و ابزار و ادوات زنجیر طرح ان به نحو چشمگیری توسعه یافته است.

در نتیجه زمان برای آمادهسازی طرح بافت کم شده، هزینهی سرمایهگذاری کارگاه کاهش، روشهای ایجاد بافت ظریف متنوع و ماشینها برای بافت متنوع و تولیدات حجم کم و نمونهبافی در نظر گرفته و ارائه شده است. همچنین بهدلیل بهبود عملکرد در انواع ماشینهای گردبافی، پیشرفت بزرگی در ارتباط با پیچش، دوخت، کنترل و بازرسی، رنگرزی و تکمیل صورت گرفته است. در ماشینهای دستکشبافی، بافت دستکشهای بدون درز با بافت ژاکارد و طرحهای مختلف و متنوع در انواع مختلف ساخته شده و ارائه میگردد.
ماشین های قلابدوزی و توربافی
به موازات بهبود عملکرد، افزایش توان

تولید از ۱۲۰ دور در دقیقه و سرعت بین ۱۵۰ تا ۱۸۰ دور در دقیقه امکان تولید بالا نیز در این ماشینها ایجاد گردید.در سالهای اخیر عرض تولید از ۱۰ یارد تا ۵/۱۳ یارد به ۱۵ یارد و تا ۲۱ یارد بر اثر پیشرفت تکنولوژی این ماشینها، پارچههای توری بافت به کمترین قطر ممکنه حلقه تور و زمان کار برای تولید حجم زیادی از محصولات رسیده است، درنتیجه مراحل تولید به کوتاهترین مقدار ممکن و بهبود تولید و کاهش هزینه تولید، حاصل عملکرد این ماشینها است.
ماشین های رنگرزی و تکمیل
ماشینهای رنگرزی و تکمیل معمولاً به ماشینها و تجهیزاتی که برای شستشو، سفیدگری، رنگرزی، چاپ و تکمیل مورداستفاده قرار میگیرند، طبقهبندی میشوند. بهعلاوه ماشینها و تجهیزات هر مرحله به طبقهبندی کوچکتری که تعدادی از انواع ماشینهای آمدهسازی با نوع منسوجات و نحوهی عملکرد و وارد استفاده آنها تقسیم میشوند. بر این اساس ماشینهای رنگرزی و چاپ و تکمیل رنج وسیعی از انواع ماشینآلات را شامل میشوند.

این ماشینها براساس نیازهای تکنولوژی رنگرزی و تکمیل طراحی و توسعه یافتهاند. جهت رسیدن به این منظور امروزه هم ماشینآلات و هم تکنولوژیهای به کار رفته در بهترین موقعیت کاری در دنیا قرار دارند. کاربردها و همچنین بهترین عملکرد، سهولت در کار با آنها و تعمیر و نگهداری، تولید بسیار بالا و مزایای اقتصادی آنها عموماً از نکات برجستهی آنها میباشد. اما آنچه در ابتدا به عنوان پیشرفت مطرح میشود در نکات زیر است:
- بهبود در راندمان به منظور کاهش در مصرف انرژی، کاهش در مصرف آب و کمترین ایجاد آلودگی
- کنترل اتوماتیک و عملکرد عالی در حین کار توسط کنترلهای االکترونیکی
۱. مراحل رنگرزی نخ، رنگرزی الیاف، رنگرزی تاپس
انواع ماشینهای رنگرزی براساس یکنواختی تغذیه و کمترین تفاوت در پاریقهای حمامهای رنگرزی و در غالب آنها، این ماشینهاکل مراحل رنگرزی توسط طراحی برنامهی کامپیوتری کنترل میشود. هم انواع رنگرزی و خشککنهای تحتفشار و بدون فشار برای کنهای نخ معمولی و کنهای سوراخدار و مخصوصاً خشککنهای فشار بالا برای نخهای پیچشی که توسط ماشینهای اتوکن یا لاکنی با یک طرح مشخص، پیچیده شده زمان خشک نمودن و ظرفیت خشک نمودن، برای یک حجم تولید بالا بسیار مناسب است.
۲. مراحل رنگرزی پارچه های حلقوی تاری و پودی (پنبه و پنبه پلیاستر)
به منظور تولید با کیفیت بالا، عملیات سفیدگری بدون وارد نمودن تنشن به پارچه، هر سه این رینگهای پارچههای حلقوی، ریلکسیشن مداوم، ماشینهای شستوشو مداوم و … از پیشرفت در تکنولوژی و طراحی خوبی برخوردار بودهاند. ۳.مراحل آهارگیری، شستوشو و سفیدگری پارچههای بافته شدهی تار و پودی.
مراحل آهارگیری، شستوشو و سفیدگری انواع تولیدت پارچههای تار و پودی و همه تولیدات مشابه، کوتاهشده و از پیشرفت در تکنولوژی و کاهش زمان تولید خوبی برخوردار شدهاند. در طی این مراحل کاهش مصرف انرژی، کاهش مصرف آب و هزینههای مربوط به کارخانه و افزایش راندمان به نحو کاملاً رضایتبخشی تغییر اساسی یافته است. در این بخش افزایش سرعت در کلیهی مراحل و در بعضی از ماشینها به سرعت ۲۵۰ متر در دقیقه رسیده است.
رطوبت در ماشین مرسریزایزینگ به روش مرطوب
با توجه به مصرف زیاد آب در ماشینهای شستوشو و ماشینهایی که جهت صابونی نمودن کالا در مراحل مختلف در قسمت رنگرزی و تکمیل به کار گرفته میشوند و در بسیاری از مراحل پروسهی تولید نیاز به دمایی از حدود °C 60 تا °C100 دارند که جهت رسیدن به این دماها حجم انرژی زیادی مصرف میشود، ادوات و تجهیزات پیشرفتهای جهت حفظ انرژی علیرغم افزایش راندمان شستوشو و قابل توجیه بودن و عقلانی نمودن مصرف آب شراحی و در این دستگاهها تعبیه شده است.
مصرف آب معقول با معرفی اصول کار کنتورهای نشاندهندهی جریان و مصرف آب، در انواع ماشینهای شستوشو مجهز به حفظ انرژی از پیشرفت خوبی برخوردار شده است اگرچه ماشینهای جدید شستوشو با راندمان بالا با سیستم لرزشی، سیستم نفوذدهنده، سیستمهای قوی پاششی و سیستمهایی که با چلاندن کالا کار میکنند و غیره طراحی و با پیشرفت خوبی از رشد و تکنولوژی بالایی جهت کلیهی مراحل شستوشو و رنگرزی تکمیلی در انها استفاده شده است. راندمان حفظ انرژی به مقدار زیادی بستگی به تفاوتهای انواع پارچهها در طی مراحل تولید دارد. به هر حال این ماشینها قادر به حفظ و کاهش مصرف آب به کمتر از ۳/۲ تا ۵/۳ مصرف در قیاس با ماشینهای متداول معمولی هستند، حتی در ماشینهایی که با سرعت ۱۰۰ متر در دقیقه و بیشتر این ادوات و تجهیزات از کارایی خوبی برخوردار هستند.
راندمان بالای ماشینهای هیدرواکسترکتور
عملیات آبگیری و خشک نمودن در مراحل مختلف رنگرزی و تکمیل انجام میگیرد. جهت افزایش میزان آبگیری در طی مراحل تولید، حفظ انرژی با یک اطمینان بالایی از راندمان خیلی خوب برخوردار و همچنان براساس پیشرفت در راندمان بالای ماشینهای هیدرواکسترکتور و همچنین درماشینهای رنگرزی ایرجت و سیستمهای وکیوم، سیستمهای جذبی پرمنفذ، یا سیستمهای ترکیبی، تعدادی از ماشینها نشان دادهاند دو برابر ماشینهای متداول معمولی آبگیری انجام میدهند.
کمترین مصرف مواد
عملیات آمادهسازی رنگ و مواد تعاونی برای رنگرزی مداوم پارچه و مواد تکمیلی در قسمت تکمیل پارچه در ماشین پد و خشک نمودن پارچه در پداسیستم و مشابه آن انجام میپذیرد. مصارف براساس برنامهریزی انجام شد، مثل انرژی کاهش و حتی در مرحلهی خشککن امکان رسیدن به یک مقدار قابلاعتنایی حفظ انرژی وجود دارد. اگرچه با توجه به تعدد مواد مصرفی به وسیلهی پیشرفت سیستم Mesh-Roll و سیستم Photogravure system و غیره کاهش یافته است. البته یک سیستم جدید جذبی هوشمند پیشرفته که مواد را به صورت فوم به کار میبرد نیز جدیداً مورد استفاده قرار میگیرد. با به کار گرفتن این سیستم میزان استفاده از مواد به صورت فوم و آماده بودن برای عرضهی آن، مورد توجه قرار گرفته و پیشرفتهای خوبی در این زمینه صورت گرفته است.
خشککن
خشککن یکی از پرکاربردترین ماشینی است که در طی مراحل رنگرزی و تکمیل مورد استفاده قرار میگیرد. سازندگان خشککن با تغییرات در تکنولوژی ساخت پیشرفت خوبی در حفظ انرژی و اتوماسیون در کار با این دستگاهها با ایجاد بازیابی خروجیهای حرارتی و اتوماتیک نمودن کنترلرهای هوای خروجی، کنترلرهای سرعت تغذیه یکپارچه در طی عبور از تجهیزات داخلی دستگاه در موقع آبگیری پارچه و نسبت این آبگیری و کنترلرهای مربوط به دمیدن هوای داغ و موارد دیگر و حفظ و کاهش انرژی را به خوبی انجام دادهاند. برای پارچههای بافته شده با نخهای تکسچره، دستگاهها مجهز به ادوات ریلکسیشن شدهاند.
رنگرزی با ماشینهای مایکروویو
این ماشینها برای رنگرزی با راندمان بسیار بالا به همراه حرارت مایکروویو با بخار آب مورد استفاده قرار میگیرد. این ماشینها جهت شستوشو، سفیدگری، کاهش وزن با استفاده از Acoustic Soda و یک سری از مراحل رنگرزی، کاهش و صرفهجویی و حفظ انرژی به صورت صد در صد با راندمان بالا به کار میرود. در حال حاضر، سیستم رنگرزی با پد(Pad)، سیستم بچ و انواع سیستمهای مداوم از این روش استفاده میکنند.
انواع تکمیل رزینی
سازندگان این نوع ماشینها در یک سری ماشینهای رنگرزی مثل هیدرواکسترالتور و ماشینهایی با کاربری کمتر به منظور کنترل میزان مصرف آب در کل پروسههای مزبور با اطمینان ۱۰۰ درصد در جهت کاهش مصرف انرژی و حفظ انرژی از رشد و پیشرفت مطلوبی برخوردار بودهاند. یک سری از این ماشینها برای کار با سرعتهای بالاتر از ۲۰۰ متر در دقیقه طراحی و ساخته شدهاند.
مراحل تکمیل پارچههای فاستونی و پارچههای پشمی
- ۱) ماشینهای چروک و تثبیت این ماشینها با استفاده از بخار و کشش عملیات چروکگیری و تثبیت و تکمیل پارچههای پشمی و فاستونی را انجام میدهند.
- ۲) ماشینهای شستوشو و میلینگ (تراش) این ماشینهای بسیار پیشرفته کاملاً اتوماتیک تحت فشار، مجهز به نشاندهندهی دما، نشاندهندهی رطوبت، نشاندهندهی میزان مصرف مواد شیمیایی و تعداد رولرهای متحرک و عملکرد شستشو و عملیات میلینگ (تراش) است.
- ۳) ماشین دکاتایزینگ این ماشین پیشرفته کاملاً اتوماتیک از شروع عملیات باز و بسته نمودن دربهای اتوکلا و حرکت سیلندر دکاتایز، درایو انتقالدهنده، عملیات دکاتایزینگ و خروج پارچه، کاملاً تحت کنترل بوده و به وصورت اتوماتیک این عملیات صورت میپذیرد.
مرحله چاپ
سازندگان ماشینآلات برای این مرحله مدلهای مختلفی طراحی و ارائه دادهاند همچون ماشین چاپ غلطکی، ماشین چاپ روتاری، ماشین اتوماتیک چاپ اسکرین، ماشین چاپ اسکرین اتوماتیک با اسکرینهای متحرک، ماشینهای چاپ ترانسفو. ماشینهای ذکر شد مجهز به میزهای چاپ تا ۳۶ متر و سرعت آنها تا ۲۰ متر در دقیقه رسیده است. حداکثر عرض چاپ تا ۳ متر و ۲۰ سانتمتر چند رنگ با راپرت طرح طولانی است. این ماشینها به وسیلهی کامپیوتر کنترل شده تا درایو ماشین بدون تسمه جهت حداکثر عملکرد در دقت و عملیات چاپ به خوبی عمل نماید.
مهندس حسن بوربور مدیرعامل شرکت شهرکهای صنعتی پتروشیمی زنجان (سهامی خاص)



سلام
خسته نباشید. مطالب در مقالاتتون بسیار کاربردی هستند. آیا استفاده و باز نشر بخشی از مقالات با ذکر منبع در پیج های اینستاگرامی مرتبط امکان پذیر هست؟
سلام ممنون، بله میتونید لطفا پستتون را برای اینستاگرام ما ارسال کنید
اصلا آمار دور ریختن وسوزاندن
لباس وپارچه و ضایعات دوخت وتولید وانبار لباس وپارچه کقدیم داریم ؟؟ کسی توجه کرد؟؟؟