مهاجرت الیاف در نخهای ریسیده شده کامپکت

بخش دوم- نخ کامپکت مکانیکی
چکیده
مهاجرت الیاف نخهای پنبهای شانه شدهی رینگ و کامپکت مکانیکی (با نمرهی انگلیسی ۴۰) با استفاده از روش لیف ردیاب بررسی شده است. مشاهده شده که پارامترهای مهاجرت در نخهای کامپکت تولید شده توسط سیستم فشردهسازی مکانیکی (MCS)-گیرش مثبت، ۱۵-۱۰ درصد از پارامترهای مهاجرت در نخهای رینگ کمتر بوده و با پارامترهای مهاجرت مربوط به نخ کامپکت تولید شده توسط فشار هوا با نمرهی یکسان، برابر هستند. با این حال، در مقایسه با نخ رینگ تنها کاهشی ۲ تا ۶ درصدی در پارامتر مهاجرت نخ کامپکت تولید شده در سیستم مکانیکی-گیرش نیمه مثبت مشاهده شد که قابل توجه نیست. نتایج نشان دادند که درجهی مهاجرت نخ کامپکت مکانیکی تولید شده توسط روش فشردهسازی مکانیکی-گیرش مثبت بسیار کمتر از نخ رینگ میباشد. این درجهی مهاجرت پایین به دلیل کاهش قابل توجه اندازهی مثلث ریسندگی در این سیستم و اثر آن در گرادیان تنش میباشد. در روش فشردهسازی مکانیکی-گیرش نیمه مثبت، قائدهی مثلث ریسندگی ثابت باقی میماند و با افزایش ارتفاع آن کاهش اندکی در گرادیان کشش مشاهده میشود که منجر به تغییر اندکی در پارامترهای مهاجرت میگردد. قطر نخ کامپکت مکانیکی تولید شده در روش فشردهسازی مکانیکی-گیرش مثبت بسیار کمتر از نخ رینگ بوده و مشابه نخ تولید شده در روش فشردهسازی مکانیکی-گیرش نیمه مثبت میباشد. این کاهش قشر موجب افزایش ۱۵-۱۰ درصدی استحکام میشود. قطر نخ تولید شده در سیستم فشردهسازی مکانیکی-گیرش نیمه مثبت کاهش اندکی داشته و بنابراین افزایش استحکام در این نخ نیز اندک بوده است (۵-۳ درصد).
۱ مقدمه
در ماشین ریسندگی رینگ برای تولید نخ کامپکت از سیستم فشردهسازی به کمک فشار هوا و سیستم فشردهسازی مکانیکی استفاده میشود. مهاجرت الیاف در نخ کامپکت تولید شده توسط فشار هوا قبلاً گزارش شده است و در این مقاله در مورد مهاجرت الیاف در نخ کامپکت تولید شده در سیستم مکانیکی بحث میشود. در سیستم کشش ماشین رینگ نیمچهنخی به قطر ۳-۲ میلیمتر نازک شده و بنابراین دستهی الیافی که از غلتک جلو بیرون میآیند به میزان قطر نیمچهنخ پهن میشود. تاب اعمال شده موجب میشود که بسیاری از الیاف به یکدیگر متصل شده و در نقطهی تشکیل نخ یک مثلث ریسندگی تشکیل شود. در سیستم ریسندگی کامپکت الیاف گسترده شده از طریق فرآیند متراکمسازی و یا فشردهسازی، به هم نزدیکتر میشوند. نزدیکتر کردن الیاف و تاب دادن آنها را میتوان پشت سر هم و یا به طور همزمان انجام داد. در سیستمهای ریسندگی کامپکت پنوماتیکی مختلف که به صورت تجاری وجود دارند، از یک ناحیهی اضافی برای متراکم کردن دستهی الیاف کشش یافته (به عرض ۳-۲ میلیمتر) تا قطر کمتر از ۵/۰ میلیمتر استفاده میشود و سپس الیاف به کمک فعالیت همزمان رینگ و شیطانک تاب داده شده و بر روی بستهی نخ پیچیده میشوند. به وضوح میتوان متوجه شد که تولید نخ کامپکت در این حالت به صورت مرحلهای انجام میشود.
یک سیستم فشردهسازی مکانیکی که بر اساس گیرش مثبت و نیمه مثبت کار میکند، توسط نویسندهی اول این مقاله ساخته شده است. در این سیستمها نزدیکتر کردن الیاف به همدیگر و تاب دادن به ترتیب به صورت مرحلهای و همزمان انجام میشود. بنابراین، در نحوهی جایهجایی نسبی الیاف در نقطهی تشکیل نخ و موقعیت الیاف در ساختار نخ تغییراتی وجود خواهد داشت که اثری قطعی بر روی خصوصیات نخ مانند استحکام، ازدیادطول، مویینگی و عملکرد نخ به هنگام کار کردن با آن، خواهد گذاشت. Morton و Yen از عبارت مهاجرت الیاف برای حرکت نسبی الیاف استفاده کردند. Huh و همکاران مشاهده کردند که مشخصهی مهاجرت الیاف در نخهای ریسیده شدهی الیاف کوتاه فارغ از مشخصات الیاف مانند (طول، ظرافت، تجعد، سطح مقطع)، به میزان بسیار زیادی تحت تاثیر عواملی مانند نوع سیستم ریسندگی مورد استفاده (رینگ، چرخانهای و سیستم ریسندگی اصطکاکی)، نحوهی انباشت الیاف و کشش نسبی الیاف در نقطهی تشکیل نخ، قرار دارد. در سیستمهای تولید نخ کامپکت با استفاده از فشار هوا، اندازهی مثلث ریسندگی به کمتر از ۲۰ درصد اندازهی مثلث ریسندگی در ماشین رینگ کاهش یافته و بنابراین تغییرات کمتری در طول مسیر بین الیاف موجود در رشته الیاف کشش یافته به وجود خواهد آمد. این امر موجب میشود که تغییرات کشش میان الیاف در نخ فشردهسازی شده توسط فشار هوا بسیار کمتر از نخ رینگ باشد. بنابراین مشخصههای مهاجرتی این نخها نیز ۲۵-۱۰ درصد کمتر میباشد. اندازهی مثلث ریسندگی در سیستم فشردهسازی مکانیکی-گیرش نیمه مثبت و سیستم فشردهسازی مکانیکی- گیرش مثبت نیز تغییراتی خواهد داشت و بنابراین انتظار میرود که مشخصههای مهاجرت الیاف در این سیستمها نیز تغییر کنند. در مطالعهی پیش رو، مهاجرت الیاف در نخ کامپکت مکانیکی بررسی شده و مهاجرت الیاف با ساختار و خصوصیات نخ ارتباط داده شده است.
۲ مواد و روشهای مورد استفاده
۱-۲ مواد مورد استفاده
از گونهی پنبهی یکسان H-4 با محدودهی طولی ۵/۲ درصد به طول ۳۰-۲۹ میلیمتر و ظرافت ۴ میکروگرم در اینچ و نیمچهنخی با نمرهی ۴۳۱ تکس که پیش از این برای تولید نخ کامپکت توسط فشار هوا به کار رفته بود، جهت مطالعه بر روی نخ کامپکت مکانیکی استفاده شد. مقدار کمی از الیاف فوق (یک درصد وزنی) به رنگ سیاه رنگرزی شده و به عنوان الیاف ردیاب استفاده شدند. این الیاف در مرحلهی کاردینگ همراه با مواد رنگ نشده به ماشین تغذیه شدند. نخی با نمرهی ۴۰ انگلیسی (۸/۱۴ تکس- تاب S) توسط ماشین ریسندگی کامپکت Elite شرکت Suessen تولید شد که با استفاده از روش فشردهسازی به کمک فشار هوا کار میکند. از این نخ برای مطالعهی سیستمهای فشردهسازی مکانیکی-گیرش مثبت و فشردهسازی مکانیکی-گیرش نیمه مثبت استفاده شد. نیمچهنخ حاوی الیاف ردیاب به دو اسپیندل تغذیه شد تا نخ کامپکت مکانیکی در یک ماشین رینگ آزمایشگاهی تولید شود. به منظور تولید نخهای رینگ با نمرات یکسان (۴۰ انگلیسی-تاب S)، از اسپیندلهای یکسانی بدون متعلقات فشردهسازی استفاده شد و پارامترهای فرآیند مانند سرعت اسپیندلها (۱۶۵۰۰ دور در دقیقه)، فاکتور تاب (۴.۲αe/127αm) و وزن شیطانک برای هر دو نخ رینگ و کامپکت مکانیکی یکسان در نظر گرفته شدند. اصول طراحی مربوط به سیستمهای گیرش مثبت و گیرش نیمه مثبت در بخشهای بعدی توضیح داده خواهند شد.
۱-۱-۲ اصول طراحی سیستم فشردهسازی مکانیکی-گیرش نیمه مثبت (MCS-S nip)
در این سیستم یک دیسک بارگذاری شده توسط یک فنر سبک در جلوی غلتک جلویی پایینی قرار میگیرد. هدایت نخ از طریق این دیسک به متراکم و همگرا شدن دستهی الیاف کشش یافته کمک میکند (شکل ۱). نقطهی همگرایی و متراکم شدن به سمت پایین حرکت خواهد کرد که در اثر نوسانات کشش ریسندگی موجب تولید مثلث ریسندگی بلندی خواهد شد. در نتیجه از جریان یافتن آزاد تاب به سمت نقطهای نزدیکتر به نقطهی گیرش غلتک جلویی، جلوگیری میشود. تشکیل این مثلث ریسندگی بلندتر موجب میشود که یکپارچگی الیاف با توجه به دلیل گفته شده بهتر صورت بپذیرد. این دیسک فنری به کمک تماس اصطکاکی با غلتک پایینی در راستای حرکت نخ میچرخد.
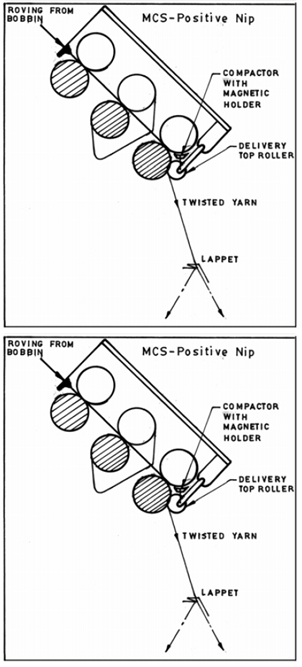
شکل ۱-شکل نمادین سیستمهای تولید نخ کامپکت به روش مکانیکی با گیرش مثبت و نیمه مثبت.
۲-۱-۲ اصول طراحی سیستم فشردهسازی مکانیکی-گیرش مثبت (MCS-P nip)
در این سیستم یک متراکمکنندهی متحرک مغناطیسی بر روی غلتک پایینی جلویی قرار گرفته و از یک غلتک بالایی تولید کوچک اضافی که بر روی غلتک پایینی جلویی قرار گرفته (شکل ۱) استفاده میشود. این غلتک به یک میلهی راهنمای نیمچهنخ متصل است تا تراورس همزمان به سمت متراکمکننده حاصل شود. این طراحی از نظر اصول مشابه سیستم فشردهسازی مغناطیسی RoCos شرکت Rotorcraft آلمان میباشد. به استثنای روش نگهداری متراکمکنندهی مغناطیسی که تراورس منظم نیمچهنخ را میسر ساخته و موجب میشود که کاتس و آپرونهای ماشین طول عمر عادی خود را داشته باشند.
۲-۲ روشها
روش، پارامترهای مورد استفاده برای وضعیت الیاف ردیاب و مقادیر اندازهگیری شده در بخش اول از مجموعه مطالعات انجام شده بر روی نخ کامپکت توسط فشار هوا، ارائه شدهاند.
۱-۲-۲ مطالعه بر روی مهاجرت الیاف
در این مطالعه از روش استاندارد لیف ردیاب استفاده شده است. برای این کار از میکروسکوپی با بزرگنمایی ۴۰ برابر که مجهز به یک دوربین CCD میباشد برای مشاهدهی الیاف ردیاب استفاده شد. با استفاده از این دوربین، هر بار از حدود ۵/۱ میلیمتر از نخ تصویربرداری شد و تصاویر تهیه شده روی یک رایانه ذخیره شدند. سپس تصاویر تهیه شده پشت سر هم به یکدیگر متصل شده و با استفاده از نرمافرار تحلیل شدند تا وضعیت قرارگیری الیاف ردیاب در بدنهی نخ بررسی شود. تعداد الیاف ردیاب اندازهگیری شده در هر نمونه ۱۰ لیف بود. طول نخ مورد اندازهگیری ۲۶-۱۹ میلیمتر و تعداد نقاط مینیمم/ماکزیمم (فراز و فرود لیف ردیاب) اندازهگیری شده برای هر لیف ۵۰-۳۵ نقطه بود.
۲-۲-۲ وضعیت الیاف ردیاب
پارامترهایی مانند موقعیت میانگین الیاف (y)، ریشهی میانگین مربع خطا (D)، شدت مهاجرت میانگین (I)، فرکانس مهاجرت معادل تعریف شده توسط Hearle و همکاران و Prementas و Iype و فاکتور مهاجرت تعریف شده توسط Huh و همکاران بر اساس نظریهی Treloar، برای توصیف مشخصات رفتار مهاجرت الیاف ردیاب در زیر میکروسکوپ استفاده شدند. این روش در مقالهی چاپ شدهی قبلی در مورد نخ کامپکت پنوماتیکی توضیح داده شده است.
۳-۲-۲ اندازهگیریهای انجام شده
مقادیر a، b، c و z در نقاط ماکزیمم و مینمم متوالی موجود در تصویر یک لیف ردیاب اندازهگیری شدند (شکل ۲). با کنار گذاشتن الیاف بیرون زده و الیاف شل، نقاط c0، c1، c2…cn و a0، a1، a2…an در ابتدا و انتهای نخ قرار گرفتهاند. در هر یک از تصاویر مربوط به طول ۵/۱ میلیمتری از نخ حدود ۴ تا ۵ نقطهی ماکزیمم و مینیمم از الیاف ردیاب مشاهده شد. برای بررسی طول کامل الیاف ردیاب، تصاویر تهیه شده توسط نرمافزار به طور متوالی به هم متصل شده و پس از به کار بردن مقیاس و کالیبراسیون مناسب، اندازهگیریهای بعدی انجام شدند. برای اطلاع از جزئیات بیشتر میتوانید به مقالهی قبلی در مورد نخهای کامپکت با فشار هوا مراجعه کنید.

شکل ۲- اندازهگیری لیف ردیاب.
۳ نتایج و بحث
در جدول ۱ نتایج مربوط به مشخصههای مهاجرت الیاف که از روی اندازهگیریهای انجام شده بر روی الیاف ردیاب نخهای پنبهای شانهزنی شدهی (نمرهی ۴۰ انگلیسی) رینگ، نخ کامپکت به روش مکانیکی-گیرش نیمه مثبت و نخ کامپکت به روش مکانیکی-گیرش مثبت، ارائه شده است. در شکل (۳) نیز مقادیر مقایسهای و درصد تغییرات به وجود آمده در موقعیت میانگین الیاف، ریشهی میانگین مربع خطا و شدت مهاجرت میانگین ارائه شده است.
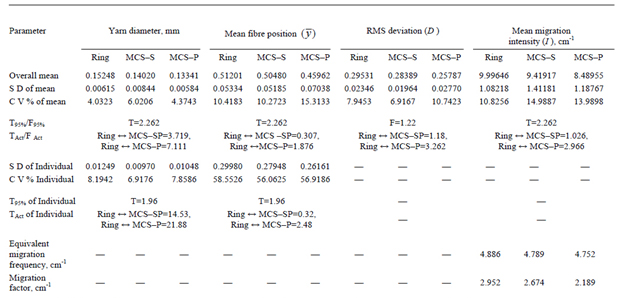
T۹۵%/F95% – عبارتهایی آماری هستند که مقدار حدود معناداری را برای مقادیر T و F به دست آمده از جداول آماری نشان میدهند.
TAct/FAct – مقادیر محاسبه شده برای مقادیر واقعی میانگین و انحراف از معیار به دست آمده در این مطالعه هستند.
وقتی مقدار محاسبه شده از مقادیر حدی بیشتر باشد، اختلاف بین این دو در سطح اطمینان ۹۵% معنادار است.
جدول ۱- مشخصات مهاجرت نخهای کامپکت MCS-P، MCS-S و نخ رینگ (با نمرهی ۴۰ انگلیسی، تاب S).
۱-۳ موقعیت میانگین الیاف، ریشهی میانگین مربع خطا و شدت مهاجرت میانگین
در شکل ۳ مشاهده میشود که موقعیت میانگین الیاف، ریشهی میانگین مربع خطا و شدت مهاجرت میانگین نخ کامپکت تولید شده در روش فشردهسازی مکانیکی-گیرش مثبت (با نمرهی ۴۰ انگلیسی) به ترتیب به میزان ۲/۱۰، ۷/۱۲ و ۱/۱۵ درصد نسبت به نخ رینگ کاهش یافتهاند. نتایج به دست آمده با نتایج مربوط به نخهای کامپکت با فشار هوا با نمرهی یکسان، قابل مقایسه هستند. همین طور، نتایج نشان دادند که میزان کاهش موقعیت میانگین الیاف، ریشهی میانگین مربع خطا و شدت مهاجرت میانگین در نخ کامپکت تولید شده به روش فشردهسازی مکانیکی-گیرش نیمه مثبت در مقایسه با نخ رینگ با نمرهی یکسان تنها به ترتیب ۴/۱، ۹/۳ و ۸/۵ درصد بوده است. این میزان از کاهش خصوصیات مهاجرت الیاف نخ کامپکت تولید شده در سیستم فشردهسازی مکانیکی-گیرش نیمه مثبت در مقایسه با سایر نخهای کامپکت ناچیز میباشد. مقادیر به دست آمده از آزمون آماری t نیز نشان دادند که مقدار کاهش مقادیر y ، D و I برای نخهای فشردهسازی شده به روش مکانیکی-گیرش مثبت در سطح اطمینان ۹۵ درصد معنادار بوده و برای نخهای کامپکت تولید شده در سیستم فشردهسازی مکانیکی-گیرش نیمه مثبت معنادار نبوده است. دلیل این کاهش و متغیر بودن خصوصیات مهاجرتی این دو نخ را میتوان بر اساس تغییرات کششی رخ داده در میان الیاف که در نقطهی تشکیل نخ به دلیل تغییر در مثلث ریسندگی در سیستم ریسندگی کامپکت رخ میدهد، بیان کرد.
۱-۱-۳ تغییرات کشش ناشی از تغییر در اندازهی مثلث ریسندگی
بر اساس نظریهی Morton الیافی که در قسمت بیرونی نخ مسیری طولانیتر را در اثر تاب طی میکنند، تحت کشش بالایی قرار دارند، در حالی که الیافی که مسیر کوتاهتری را در مرکز نخ طی میکنند تحت کشش پایینی قرار دارند. در سیستم ریسندگی رینگ، الیافی که از ناحیهی کشش خارج میشوند گسترده شده (۴-۲ میلیمتر پهنا) و از فرآیند تاب دادن برای اتصال این الیاف استفاده میشود تا نخ تشکیل شود. این کار موجب تشکیل مثلث ریسندگی میگردد. به دلیل تشکیل مثلث ریسندگی، الیاف قرار گرفته در کنارههای دسته الیاف کششیافتهای که از غلتک جلویی خارج میشوند قبل از رسیدن به نقطهی تشکیل نخ وادار به طی مسیری طولانیتر نسبت به الیاف مرکزی خواهند شد. این امر موجب بروز گرادیان کششی میشود. تفاوت کشش میان الیاف نیز موجب تغییر موقعیت داخلی الیاف شده و بنابراین منجر به مهاجرت کمتر یا بیشتر میشود.
در سیستم تولید نخ کامپکت به روش فشردهسازی مکانیکی-گیرش مثبت و در سیستمهای پنوماتیک موجود، متراکم کردن الیاف کششیافته و گسترده شده و تاب دادن به ترتیب و در یک ناحیهی جداگانه انجام میشود. این امر موجب کاهش قابل توجه اندازهی مثلث ریسندگی و تفاوت در طول مسیر طی شده توسط الیاف میشود. اما، در سیستم تولید نخ کامپکت به روش گیرش نیمه مثبت، متراکم کردن و تاب دادن به صورت همزمان و در یک ناحیه صورت میپذیرد. این کار موجب افزایش ارتفاع مثلث ریسندگی بدون هیچ گونه تغییری در اندازهی قائدهی مثلث شده و در نتیجه تغییرات کمتری را در طول مسیرهای طی شده توسط الیاف به وجود میآورد.
با توجه به این نتایج، چیزی که میتوان فهمید این است که کاهش قابل توجه در طول مسیر طی شده توسط الیاف به دلیل حذف تقریبی مثلث ریسندگی در روش گیرش مثبت و سیستمهای پنوماتیک موجود موجب کاهش قابل ملاحظه در مشخصات مهاجرتی الیاف به میزان ۱۵-۱۰ درصد میشود. در حالی که در روش گیرش نیمه مثبت به دلیل تغییرات کمتر در طول مسیر طی شده توسط الیاف ، تغییرات کمتری را نیز در مشخصات مهاجرتی الیاف مشاهده میکنیم که بسیار اندک است (۲ تا ۶ درصد).
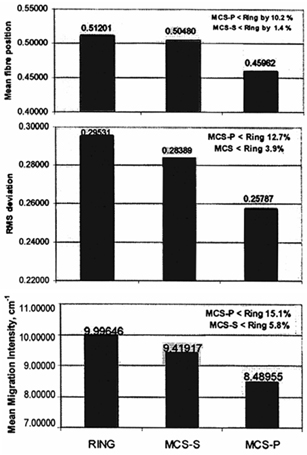
شکل ۳- موقعیت میانگین الیاف (y)، ریشهی میانگین مربع خطا (D) و شدت مهاجرت میانگین (I) نخ نمرهی ۴۰ انگلیسی با تاب S.
۲-۳ قطر و چگالی فشردگی نخ
شکل (۴) نشان میدهد که قطر نخ در سیستمهای فشردهسازی به روش گیرش مثبت و نیمه مثبت به ترتیب به میزان ۵/۱۲ و ۱/۸ درصد کاهش یافته است. این اختلاف از متفاوت بودن اصول طراحی این دو سیستم ناشی میشود. کاهش قطر نخ و افزایش چگالی فشردگی نخ علاوه بر یکپارچگی بهتر الیاف موجب افزایش ۴/۱۱ و ۱/۳ درصدی استحکام به ترتیب در نخهای تولید شده در سیستمهای گیرش مثبت و نیمه مثبت شده است (جدول ۲). این نتیجه را میتوان از روی تصاویر تهیه شده توسط دوربین CCD (شکل ۵) برای نخهای رینگ و نخهای کامپکت تولید شده به روش گیرش نیمه مثبت و گیرش مثبت، مشاهده کرد.
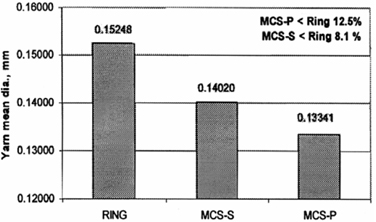
شکل ۴- قطر میانگین نخ.
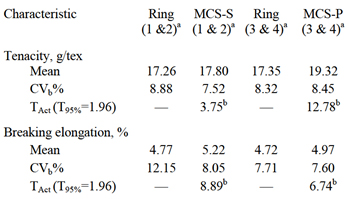
a شماره اسپیندل، از شماره اسپیندل یکسانی برای تولید نخهای رینگ، کامپکت MCS-P و کامپکت MCS-S استفاده شد که از نظر خصوصیات کیفی با همدیگر مقایسه شدند.
TAct : مقدار t محاسبه شده برای مقادیر واقعی میانگین و انحراف از معیار به دست آمده در این مطالعه.
T95% : مقدار به دست آمده از جدول در سطح اطمینان ۹۵%.
b اختلاف معنادار آماری در سطح اطمینان ۹۵% وجود دارد : زمانی که TAct>T95% باشد.
جدول ۲- نتایج آزمون استحکام کششی نخ.
۴ نتیجهگیری
۱-۴ حذف تقریبی مثلث ریسندگی در روش فشردهسازی مکانیکی-گیرش مثبت موجب کاهش پارامترهای مهاجرت مانند موقعیت میانگین الیاف، ریشهی میانگین مربع خطا و شدت مهاجرت میانگین الیاف به میزان ۱۵-۱۰ درصد میشود که مشابه نخهای تولید شده در سیستمهای پنوماتیکی موجود (با نمرهی نخ یکسان) میباشد.
۲-۴ در سیستم تولید نخ کامپکت به روش فشردهسازی مکانیکی-گیرش نیمه مثبت، در حالی که قائدهی مثلث ریسندگی ثابت باقی میماند، تنها ارتفاع مثلث افزایش مییابد که موجب کاهش اندک گرادیان کششی شده و تغییرات به وجود آمده در پارامترهای مهاجرت الیاف بسیار اندک خواهد بود.
۳-۴ قطر نخ کامپکت تولید شده به روش مکانیکی در سیستم گیرش مثبت بسیار کمتر از نخ رینگ بوده و مشابه قطر نخ کامپکت تولید شده در سیستم پنوماتیکی میباشد. این کاهش قطر قابل توجه موجب افزایش ۴/۱۱ درصدی استحکام نخ شده است. قطر نخ تولید شده در سیستم فشردهسازی مکانیکی-گیرش نیمه مثبت نیز به میزان بسیار کمی کاهش مییابد و بنابراین افزایش استحکام ناشی از این کاهش قطر بسیار اندک (۱/۳ درصد) میباشد.
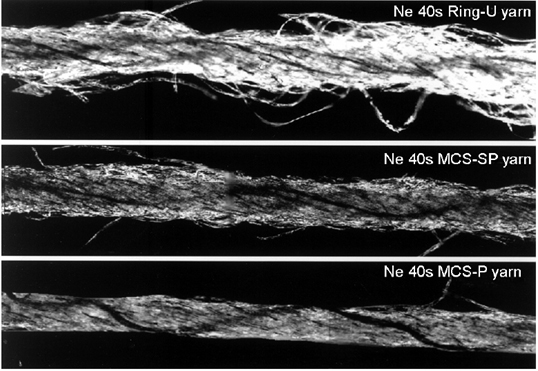
شکل ۵- نخهای رینگ، MCS-S و MCS-P با الیاف ردیاب.