ارزیابی تاثیر پارامترهای فرآیند ذوب ریسی نخ پلی استر فیلامنتی POY و تکسچرایزینگ بر روی خصوصیات نهایی نخ

دانلود نسخه دیجیتال مجله کهن
مقدمه
در فرآیند ذوب ریسی نخهای فیلامنتی پارامترهای بسیاری وجود دارد که همگی بر روی خصوصیات نخ فیلامنتی نهایی POY تاثیر می گذارند. همانگونه که مشخص است نخ POY یک محصول میانی بوده و به صورت خام نمی تواند جهت تولید منسوج مورد استفاده قرار بگیرد. بدین منظور نخ فیلامنتی POY عموماً در فرآیند تکسچرایزینگ(Texturing) به وسیله نیروی اصطکاکی (DTY) و یا جت هوا (ATY) به نخ تکسچره و یا در فرآیند کشش (Drawing) به نخ صاف کشیده شده (FDY) تبدیل می شود تا بدین ترتیب بتوان از آن در فرآیندهای بافندگی تاری پودی و یا حلقوی (تاری و یا پودی) استفاده نمود.
با توجه به این موضوع متوجه می شویم که نه تنها پارامترها و متغیرهای فرآیند ذوب ریسی، بلکه پارامترها و متغیرهای فرآیند تکسچرایزینگ و یا کشش نیز بر روی خصوصیات نهایی تاثیرگذار هستند و بایستی حد بهینه ای از آنها انتخاب شود تا در کنار یکدیگر محصول مورد نظر با خصوصیات مطلوب را ایجاد نماید.
تجربیات
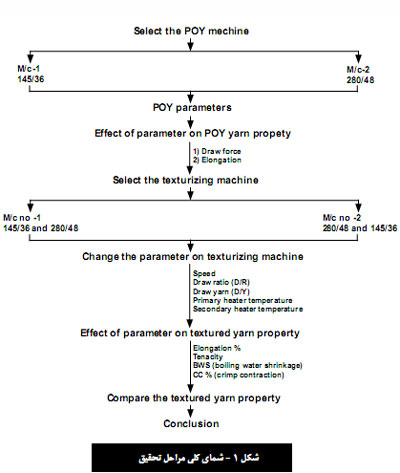
به منظور ارزیابی و بررسی این پارامترها دو نوع نخ فیلامنتی پلی استر POY با نمره ۱۴۵ دیتکس/۳۶ فیلامنت و نمره ۲۸۰ دیتکس/۴۸ فیلامنت تحت شرایط فرآیندی متفاوت بر روی دستگاه ذوب ریسی شرکت ویبا سیات ایتالیا تولید شدند و سپس این نخها در شرایط فرآیندی متفاوت بر روی ماشین تکسچرایزینگ آزمایشگاهی شرکت مهندسی هیمسون به نخ تکسچره تبدیل شدند. این ماشین تکسچرایزینگ دارای ۲ هیتر بوده و چیدمان دیسکهای آن نیز به صورت ۱-۴-۱ می باشد.
بطور کلی پارامترهایی نظیر دمای ذوب ریسی، سرعت وزش جریان هوا، سرعت برداشت نخ و … در فرآیند ذوب ریسی و پارامترهایی نظیر دمای هیتر، نسبت D/Y، میزان تاب، دمای هیتر، سرعت برداشت نخ و … نیز در فرآیند تکسچرایزینگ به عنوان متغیر در نظر گرفته شدند.
به منظور بررسی تاثیر تغییر این پارامترها، خصوصیات نهایی نخ در قالب پارامترهایی نظیر استحکام، میزان ازدیاد طول تا حد پارگی، یکنواختی اوستر، میزان جمع شدگی و … مورد سنجش و ارزیابی قرار گرفت تا بدین ترتیب ارتباطی بین تغییر پارامترهای فرآیندی و خصوصیات نهایی نخ حاصل شود.
کلیه مراحل اجرای این پژوهش را می توان بطور خلاصه در شکل ۱ مشاهده نمود.

نتایج
تاثیر تغییر پارامترهای فرآیند ذوب ریسی بر روی خصوصیات نهایی نخ فیلامنتی POY بطور خلاصه در جدول ۱ و ۲ به ترتیب جهت نخهای ۳۶ / ۱۴۵ و ۴۸ / ۲۸۰ آورده شده است.
همانگونه که مشخص است تدوین یک ارتباط منطقی بین این پارامترها به دلیل عدم امکان ثابت نگهداشتن تمام پارامترها و تغییر تنها یکی از آنها بسیار مشکل می باشد و نیازمند استفاده از نرم افزارهای تحلیلی بسیار ویژه می باشد.

در ادامه آزمایش نتیجه تغییر پارامترهای تولید فرآیند تکسچرایزینگ بر روی خصوصیات این نخ نیز مورد تحلیل قرار گرفت. نتایج این آزمایش جهت هر دو نوع نخ POY به ترتیب در جدول ۳ و ۴ نمایش داده شده است.
همانگونه که از این جداول مشخص است با افزایش سرعت برداشت استحکام نخها افزایش می یابد ولی با تغییر دمای هیتر تغییر محسوسی در استحکام مشاهده نمی شود. با افزایش دمای هیتر میزان ازدیاد طول تا حد پارگی افزایش می یابد و در طرف مقابل مدول یانگ و ضریب شکست مضاعف دچار افت می شود.
با افزایش دمای ذوب ریسی تا حد ۳۰۰ درجه سانتیگراد میزان جمع شدگی افزایش می یابد که این مساله نیز به دلیل کاهش آرایش یافتگی و میزان تبلور است.
در فرآیند تکسچرایزینگ نیز با افزایش سرعت برداشت از ۷۷۵ به ۷۸۵ متر بر دقیقه میزان ازدیاد طول تا حد پارگی، نمره نخ، نسبت کشش باقیمانده و جمع شدگی موج کاهش می یابد و از طرف دیگر استحکام و جمع شدگی در آب جوش افزایش می یابد.
همانگونه که از مجموع این نتایج مشخص است جهت دستیابی به یک حد بهینه از خصوصیات بایستی مجموعه ای از پارامترها را به صورت همزمان تحت کنترل قرار داد. به همین دلیل در این بخش تنها به ارائه نتایج اکتفا می شود و تحلیل تاثیر هر کدام از پارامترها بر یک خصوصیت ویژه با توجه به اعداد مندرج در جدولها به عهده خواننده گذارده می شود.

ماخذ:
Bagwan, A., Jain, S., Mali, D., “Optimization of Spinning Variables on Properties of POY and Textured Filament Yarns”, Chemical Fibers International, 3/2014, pp. 152-154.
تهیه و تنظیم: دکتر شاهین کاظمی- دکتری مهندسی شیمی نساجی و علوم الیاف، دانشگاه صنعتی امیرکبیر
منبع: شماره ۲۶ مجله کهن
تلفن اشتراک : ۷۷۲۴۵۷۸۰-۰۲۱